 Please subscribe here
Please subscribe here


|
Wire-feed setupIf your machine looks like this you have problems !!!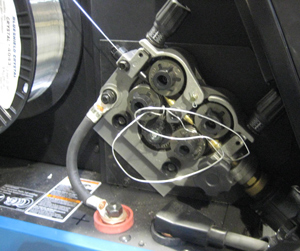
It should look like this
SETTING UP YOUR WIRE FEED WELDERWhen doing wire-feed setup ,make sure you have the right size wire and contact tube (contact Tip). Make sure too that the drive roll grooves are the correct size for the electrode you are using. Place the wire spool on the spindle,and secure it with the pin lock,lock ring or wing nut. Make sure it is feeding in the properdirection. After releasing and cutting off the crimped wire end, hold the wire firmly with pliers. The wire is tensioned and the entire spool will rapidly unroll if you do not hold it firmly. Swing the tension arm or pressure roll out of the way. Push the wire through the inlet wire guide, through the groove on the drive roll, and out through the outlet wire guide. Swing the tension arm or pressure roll back into position. Adjust tension according to the manufacturer's directions. On a new machine, the drive roll pressure will already be set. Make sure the wire is aligned perfectly straight- not up and down or side to side - on the drive roll. Turn The machine on , turn the wire speed to its highest setting ,pull the cable straight,then squeeze the trigger. Some machines have an inch button that feeds the wire without supplying power to the contact tip or wasting shielded gas while loading wire.
|
