FLUX CORE WELDING
Flux core welding is hot as heck and produces alot of ultra violet light, heat, sparks, slag and welding fumes. Self shielded flux cored welding is similar to stick welding because you have to remove the slag from the weld after welding, but if you set the temperature and wire speed correctly it should lift right off the weld. If it doesn't come off easily use a chipping hammer or a wire brush.
When I worked at the trash company with the "big boys" and the old, retired, Iron workers, we repaired the trash trucks and used the flux core welding process. We didn't use the itty bitty little home welder either . we used the "Big Daddy" that literally burned through sh*t !! It had to be hot enough to burn through and make a strong hold.

I thought this video was very helpful
Self shielded flux core welding does not need shielding gas. This process is good for outdoor welding because the gas doesn't get blown away. The shielded gas is in the wire.. The self-shielded flux cored arc welding process became a demand because iron workers and welders out in the field were tired of carrying all those rods around and they needed something easier, a sort of ALL-IN-ONE type idea. So, thats when the flux core welding process came about. The process of putting a 9- or 18-inch electrode into a holder every few minutes takes time and effort on the part of a welder. One answer to the problem was to make the electrode of wire so it could be coiled or rolled up and fed out automatically or semiautomatically as needed. It would also be desireable in as much as it would allow more metal to be placed in the weld area and thus improve the time used to make a number of passes to accomplish the same result. By putting the flux inside the wire, it was available when neededand did not flake off or crack before it could be used. The outside cover of flux made it easy to handle,and the metal used for the electrode would be smooth on the outside and allow better guidance via a current-carrying guide tube.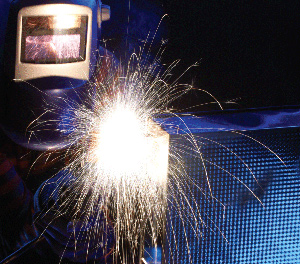
Create your own Web store in minutes with GoDaddy.com Quick Shopping Cart
 Please subscribe here
Please subscribe here


